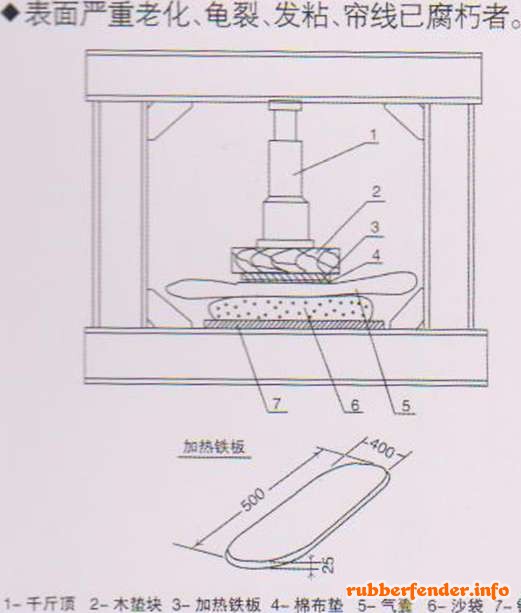
一般修造船厂可采用如图所示的简易工作平台 在平台上支起一个门式框架,并配垫板,沙袋(可用废汽 车内胎装满砂子代替〉、千斤顶及加热板即可。加热板四周倒成圆角。与气囊 接触面的棱边也要倒成圆弧。
将待硫化的气襄修补部位按图示方式对准中心。同时 将铁板加热,用温度计测量铁板的温度.当温度升至 150±5。0时,即可将铁板取下放在棉布垫上,对准硫化部 位’用千斤顶施加压力丨0.6^93左右丨,待铁板缓缓冷却, 硫化过程即可完成丨硫化时间40分钟左右丨。如果硫化大 伤口,超过了加热铁板的有效长度,则先硫化中心,再顺序 向两边硫化。